化工过程智能分析
近红外光谱仪通过实时采集物料光谱数据,结合化工专用算法模型,快速解析反应进程、混合物成分及关键指标(如水分、溶剂残留、混合均匀度等)。实验室设备为工艺开发提供高精度基准,在线设备嵌入产线实时反馈数据至控制系统,动态调节温度、流量、阀门等参数,形成“检测-分析-控制”闭环管理,实现生产全程标准化与资源最优化。

























亮相CPHI & PMEC China 2026")
Jun
2025
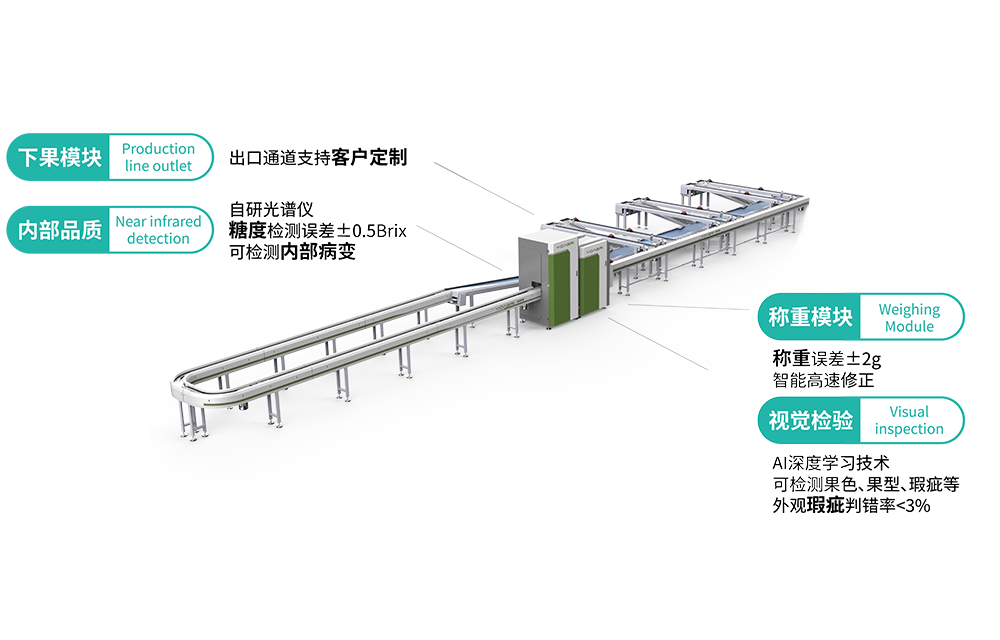
近红外光谱技术在农产品智能分选领域实现了全产业链革新。通过特征波长(精准解析内在品质,配合高速分拣机构——响应时间<10ms),系统可同步完成多个化学指标检测与物理分级,从而提升分选效率提高收益。
水果内部品质分选方面,基于短波近红外漫反射技术,精准检测糖度(误差±0.5°Brix)、酸度(柠檬酸测定精度±0.09%)。以苹果为例,采用多光谱融合算法,系统每分钟可分选180颗水果,准确品质等级,山东某企业应用后出口溢价提升21%。